Odpowiedź:
Najprawdopodobniej błąd tkwi w wyborze przekroju:
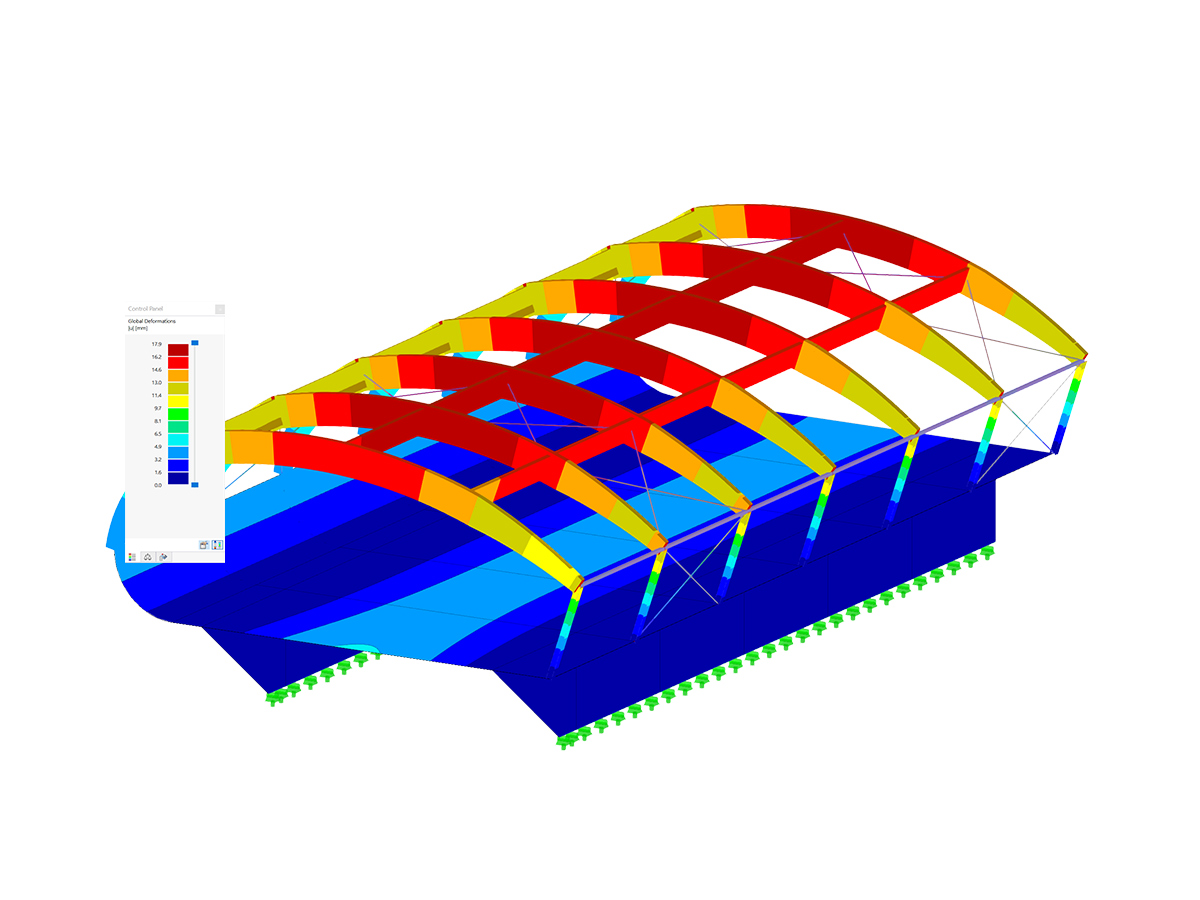
Bei einer Stahlbemessung sollte anstelle eines rechteckigen Massivquerschnitts ein dünnwandiger Flachstahlquerschnitt gewählt werden, siehe Bild 01.

Der Grund für die hohe Schubspannung bei einem Massivquerschnitt liegt an den vorhandenen Spannungspunkten des Querschnitts bzw. der zugehörigen Dicke dieses Spannungspunkts.
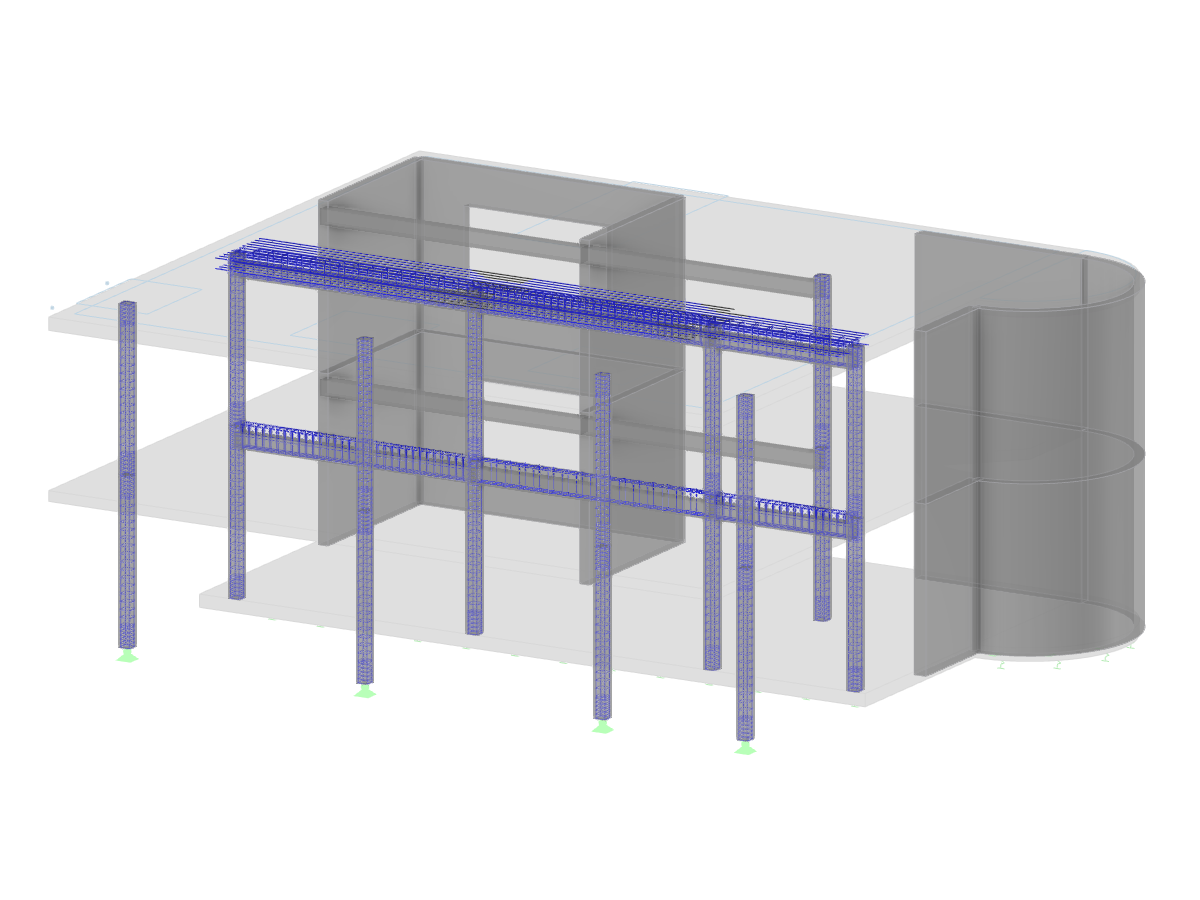
Bei einem dünnwandigen Flachstahlquerschnitt sind vier Spannungspunkte jeweils in den Eckpunkten des Querschnitts mit der zugehörigen Dicke t = 10 mm vorhanden, siehe Bild 02.

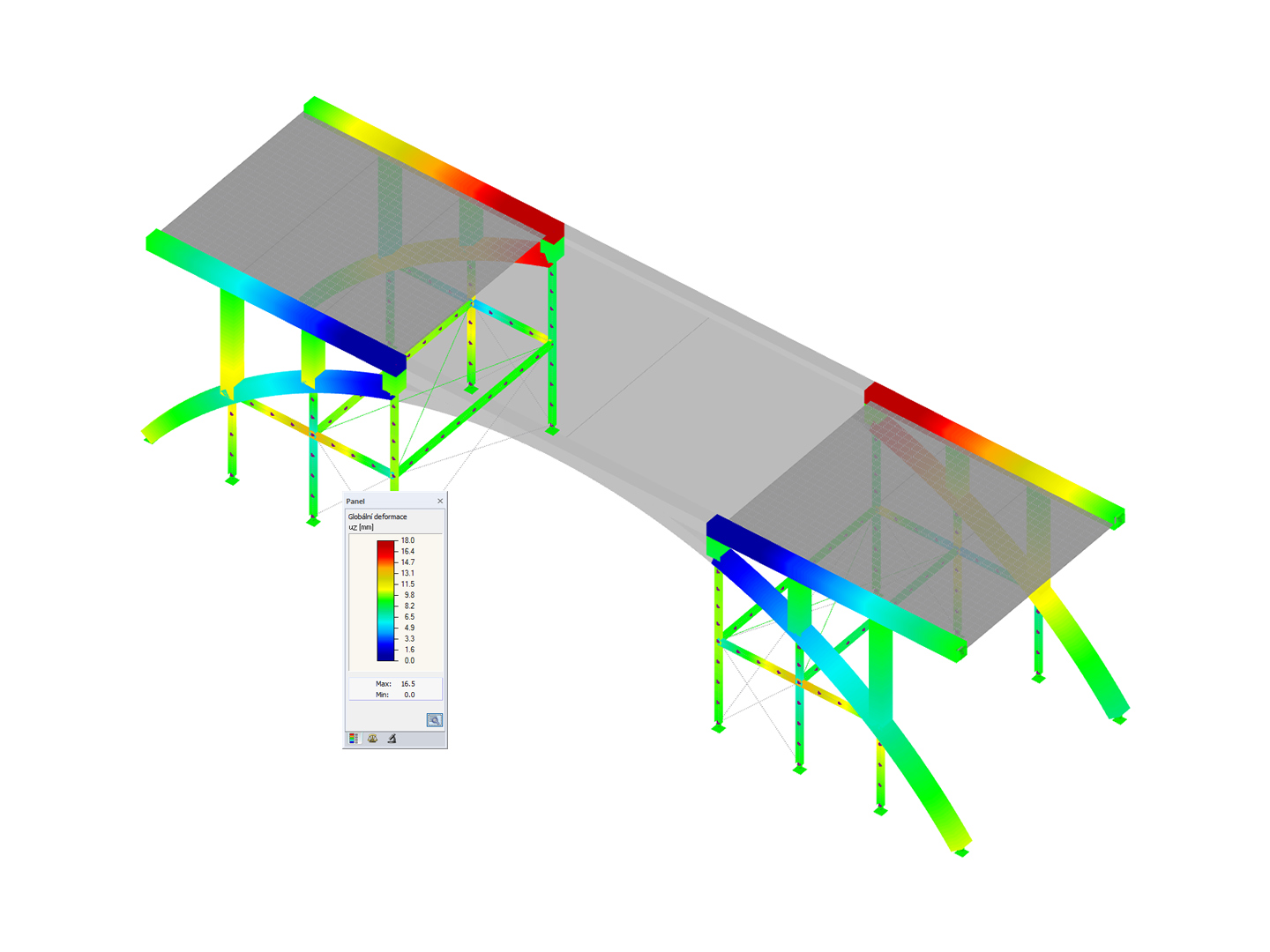
Bei einem Massivquerschnitt hingegen ist ein weiterer Spannungspunkt in der Mitte vorhanden, wobei als Dicke t bei diesem Querschnittstyp das Maximum von Höhe h oder Breite b angenommen wird. In diesem Fall ist das die Breite b von 200 mm, siehe Bild 03.

Dadurch entsteht ein geringes Torsionswiderstandsmoment Wt und eine entsprechend hohe Schubspannung.
Die Lösung ist demnach wie oben beschrieben die Wahl eines Flachstahls innerhalb des Hauptprogramms.

















.png?mw=350&hash=5c4b2144aa52cd2928e41d7b311671dea882afa3)





















_1.jpg?mw=350&hash=ab2086621f4e50c8c8fb8f3c211a22bc246e0552)


-querkraft-hertha-hurnaus.jpg?mw=350&hash=3306957537863c7a7dc17160e2ced5806b35a7fb)